


Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
 Guangzhou S-guangyu Machinery &Equipment Co.,Ltd
Guangzhou S-guangyu Machinery &Equipment Co.,Ltd
في عملية صب المطاط السيليكون ، يمكن أن تكون أدوات الإنتاج هي الخطوة الأطول وتتطلب أكبر استثمار في رأس المال . ومع ذلك ، فإن قدرة LSR على التدفق إلى مقاطع عرضية رقيقة جدًا ، وقطر ضيق ، والميزات السميكة/الرقيقة تجعل القالب تصميمًا أبسط .
بالإضافة إلى ذلك ، بالمقارنة مع قوالب الحقن للبلاستيك ، لا يتطلب سطح القوالب المصنفة لقولبة حقن LSR الانتهاء من مصقول للغاية ، ولا يلزم زوايا المسودة للمساعدة في إزالة المكون النهائي من القالب. بمجرد الانتهاء من مرحلة المعالجة أو الفلكنة والتصلب ، تتم إزالة الجزء المصبوب من LSR من القالب دون الاهتمام بالتشويه أو الضرر.
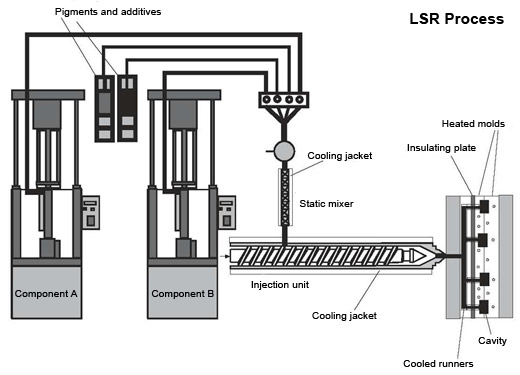
يتم استخدام عملية تصنيع حقن السائل (LIM) لتشكيل مطاط السيليكون في مجموعة واسعة من الأجزاء والمنتجات. في حين تركز عملية صب التفاعل التقليدية (RIM) على عملية خلط الاصطدام المضغوطة ، فإن L iquid I nocject M olding يستخدم طريقة خلط ميكانيكية تمزج بين مركب LSR المكون من البلاتين المكونين معًا يتدفق إلى قالب.
يتعلق الفرق الأساسي بين LSR LIM (صب الحقن السائل) وقولبة الحقن بالحرارة بالحرارة بتسليم المواد. توجد أداة حقن LSR في مطبعة صب الحقن الخاصة بـ LSR ، والتي تم تصميمها للتحكم الدقيق في حجم اللقطة وتمكن من الإنتاج المتسق لمكونات المطاط السيليكون السائل.
فيما يلي الخطوات الأولية المشاركة في عملية صب حقن المطاط السيليكون السائل:
يتطلب صب مكونات LSR تقنية متقدمة ونظام جودة قوي وحل المشكلات الإبداعية. يجب أن يكون لدى الشركة المصنعة الخبرة لمواجهة هذا التحدي ، لأنه أمر بالغ الأهمية لعملية الإنتاج وجودة وأداء منتجك النهائي .

October 11, 2024

September 23, 2024

August 17, 2024

November 11, 2024

October 25, 2024
البريد الإلكتروني لهذا المورد
October 11, 2024
September 23, 2024
August 17, 2024
November 11, 2024
October 25, 2024

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.